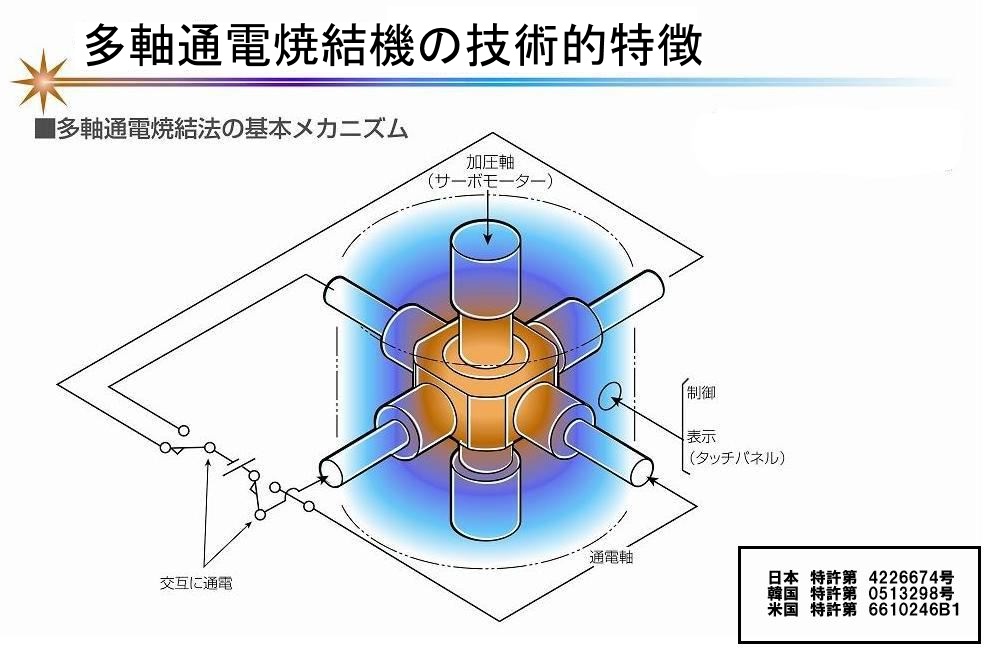
焼結には加熱、加圧の2大要素があります。
従来の通電焼結機は上下軸のみで加熱と加圧をコントロールしていました。
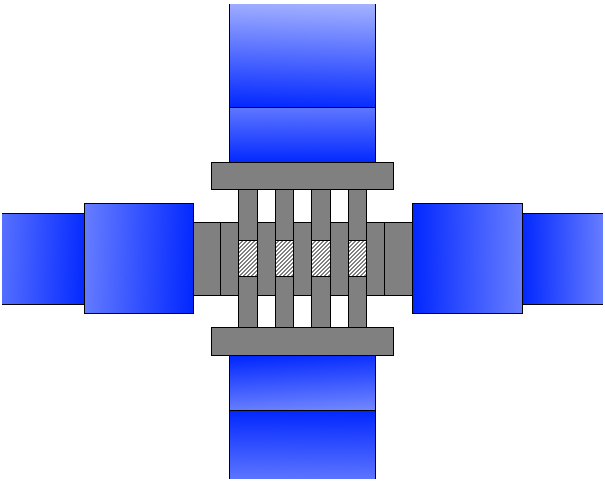
当社の多軸通電焼結機は図のように加熱と加圧を分離しました。上下軸2本で加圧をコントロールし、水平4軸の内、いずれかの対向する2軸で加熱をします。
特徴(1)
加圧軸の温調
加圧軸と通電軸は水によって冷却されています。このため黒鉛型に接触していると昇温を妨げる作用をします。押し当てる力が強くなるほど力に対して比例して熱を奪います。ちなみに加圧軸には10トン以上が加わり、一方通電軸には(エアー動力)約250キロぐらいの力しか加わりません。いかに加圧軸からの吸熱量が多いかわかります。この対策として、下図のようにしました。
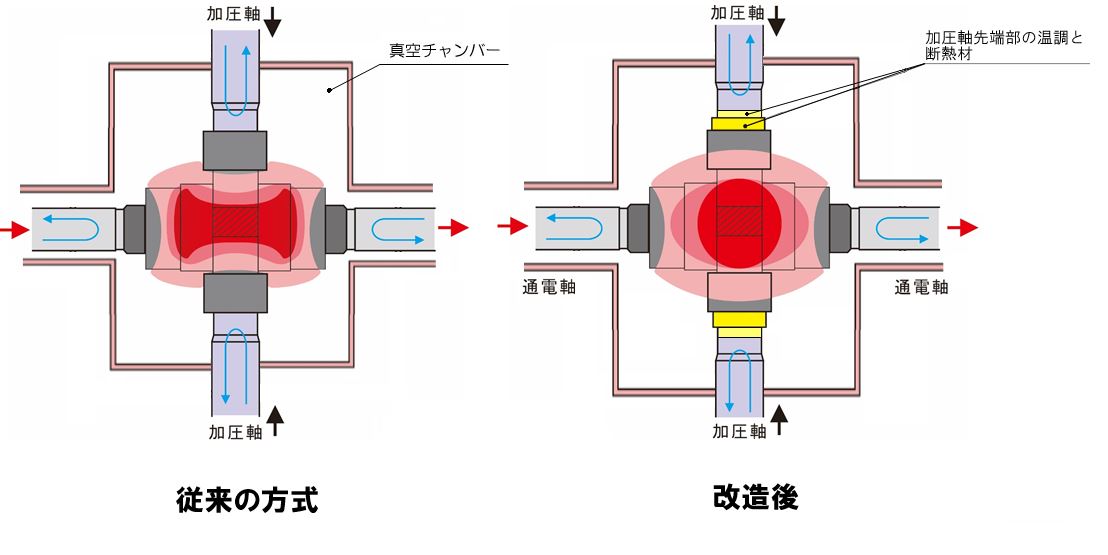
加圧上下軸の先端部が室温から500℃までの温度制御ができ、かつ断熱材を入れることにより、黒鉛型の内部温度がより均一となりました。この結果、従来より消費電力が14.5%減・焼結サイクルが23%減となりました。
特徴(2)
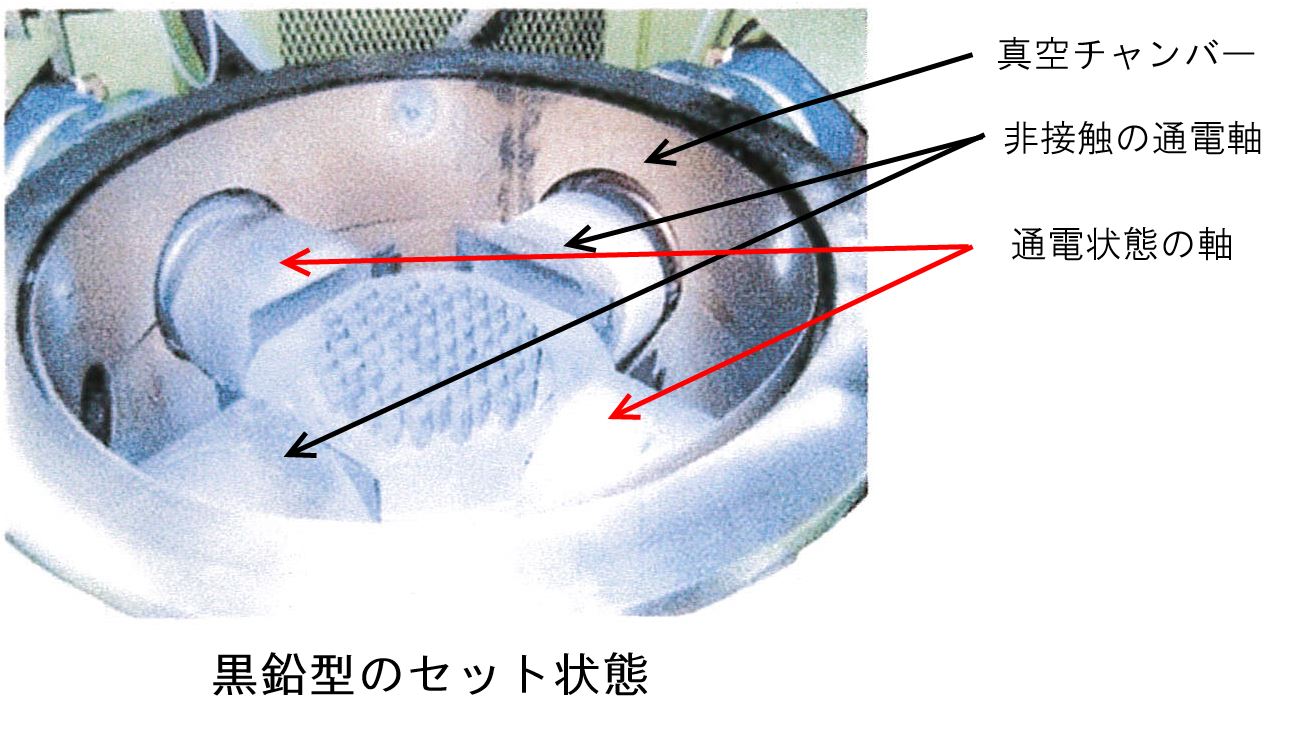
黒鉛型内の温度均一性
水平に配置した通電軸4本の内、対向した2本の軸を互いに黒鉛型の端面に接触させ、通電させる事で黒鉛型内の温度が均一になります。
特徴(3)
粉末の温度傾斜化
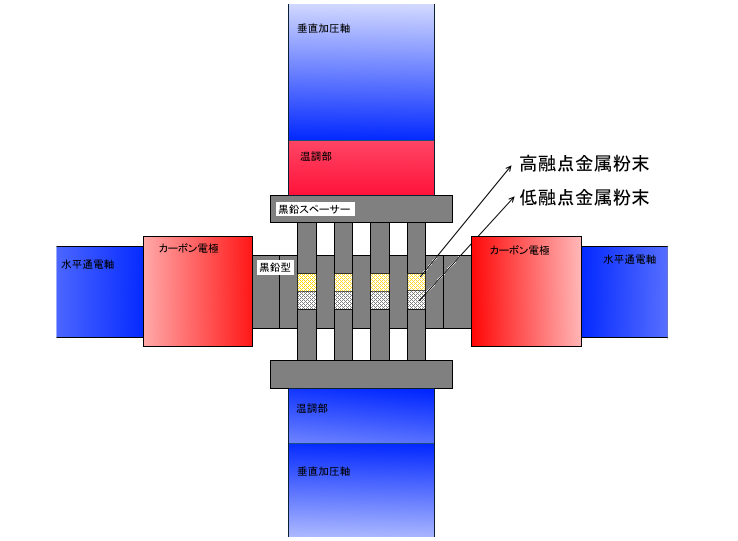
加圧下軸は温度調整しないで上軸のみ温度調整をかけると、加圧軸上・下に温度差が現れ、融度の異なる金属の焼結体ができます。
特徴(4)
合金化の焼結
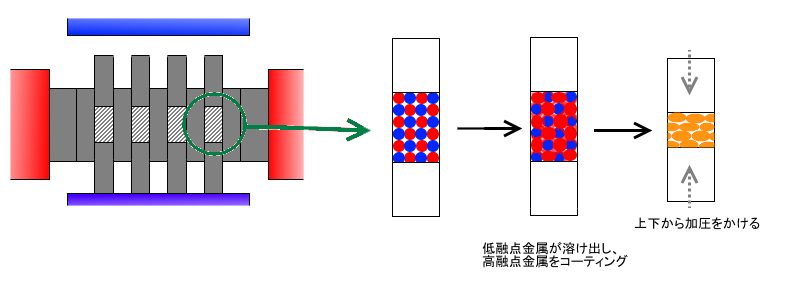
まず、無加圧で温度上昇をはかり、低融点金属の融点以上に温度を上げます。この状態で溶けた金属が融点の高い金属の表面から拡散が進みます。拡散が内部まで進むまでの時間を与えます。その後、加圧を加えて合金化した焼結体が得られます。
特徴(5)
焼結後の冷却が速い
加圧軸、通電軸ともに水冷がされていますので、黒鉛にそれぞれの軸を押し当てることで、冷却スピードが早くなります。
特徴(6)
女性でも簡単に運用
焼結プログラムの選定をすれば、Aの焼結、Bの焼結へと
簡単に変更が出来ます。
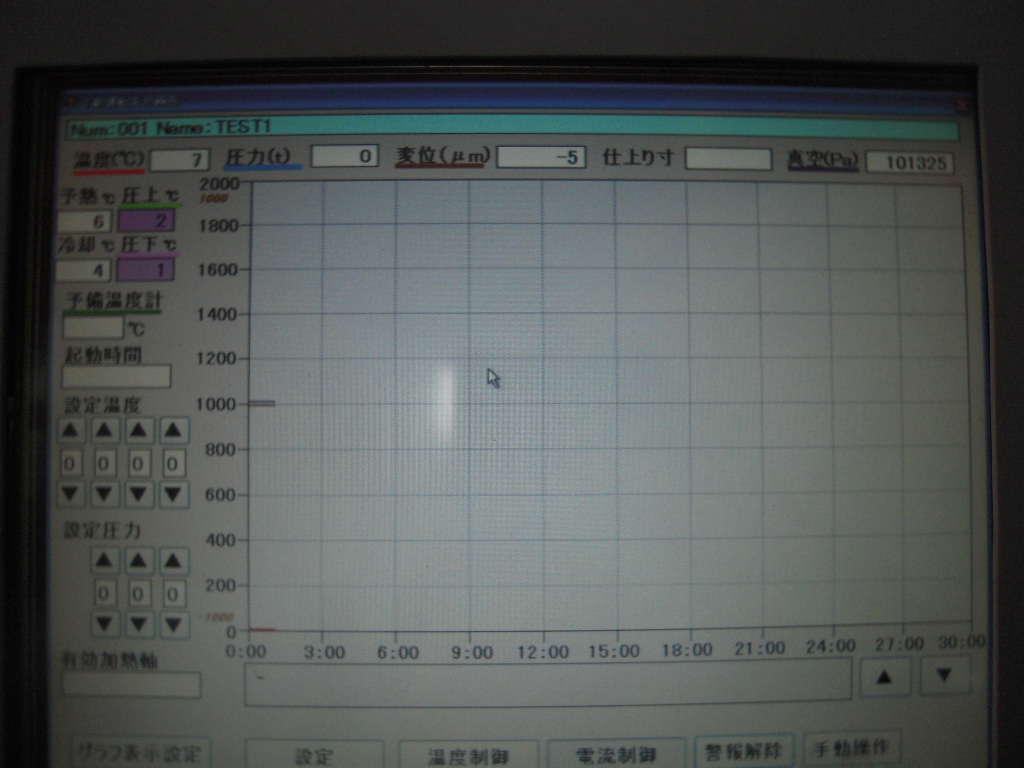
焼結状態(温度・加圧・真空値・変位)が画面上に表示されます。
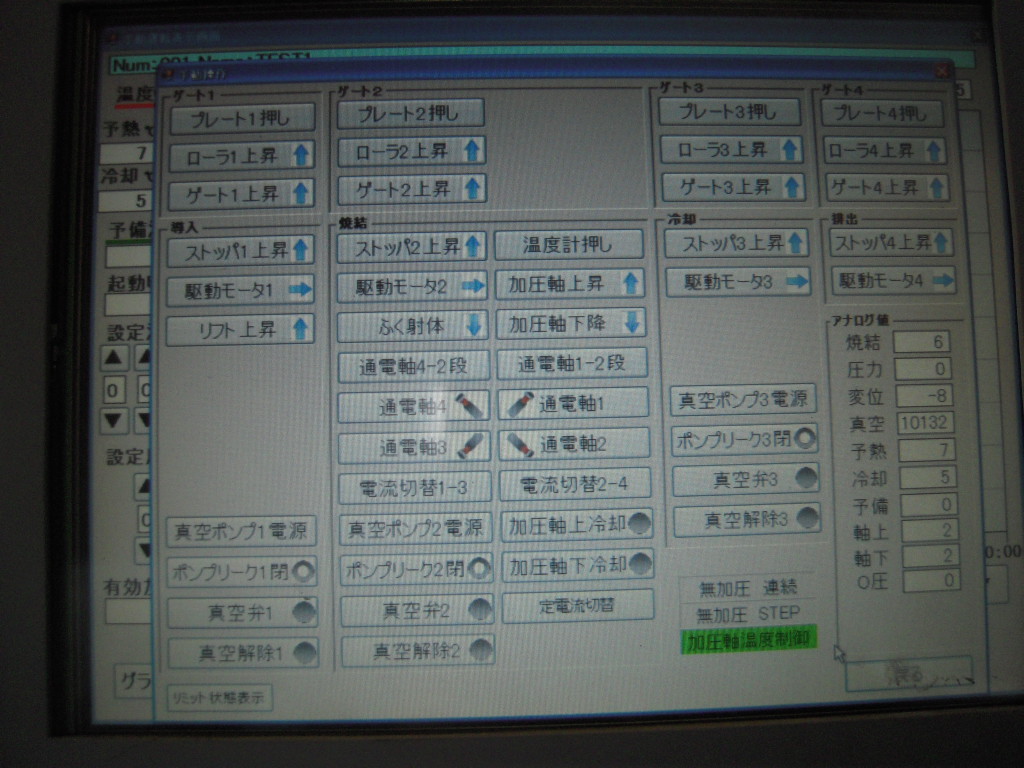
手動操作の時のタッチパネル画面
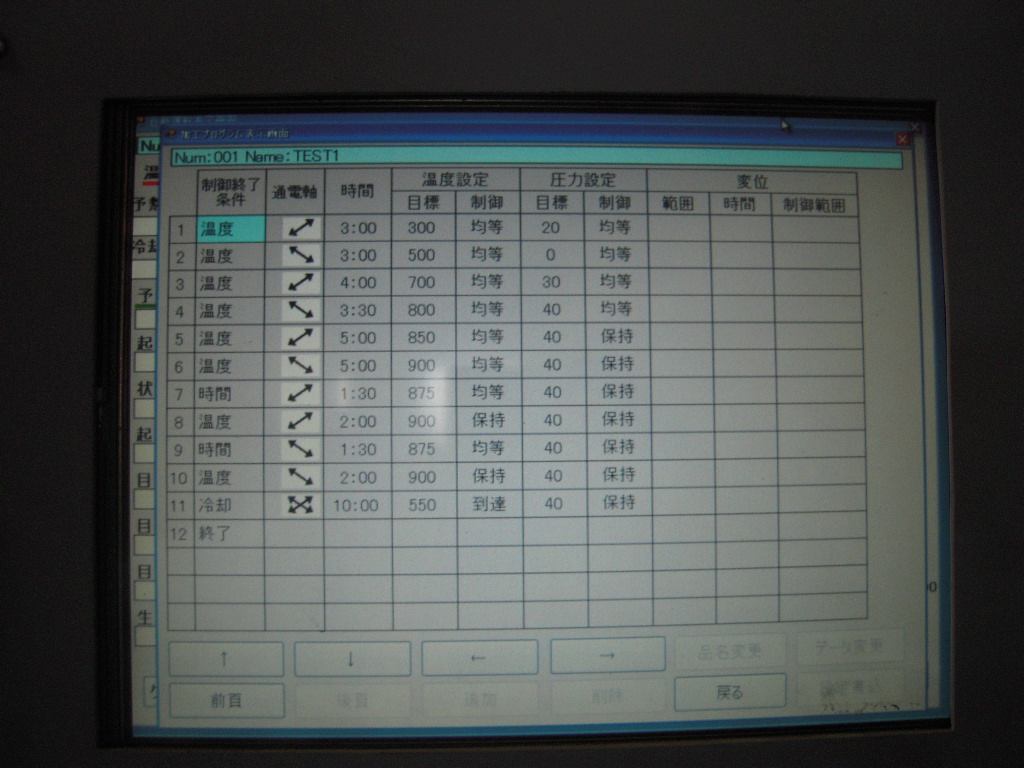
焼結プログラムの一例